
Khuôn in flexo: Được làm bằng nhựa photopolymer. Khuôn in có thể được chế tạo bằng phương pháp quang hóa, CTP hoặc khắc laser, sau đó được gắn lên trục in nhờ băng keo 2 mặt hoặc từ trường. Việc lựa chọn khuôn in (độ dày, độ cứng, số lớp) phụ thuộc vào vật liệu in (giấy, carton hay màng).
In flexo được sử dụng để in các sản phẩm như: thùng carton, các loại decal nhãn hàng hóa, các loại màng…
Nội dung chính
1. Nguyên lý cấp mực in – Trục anilox:
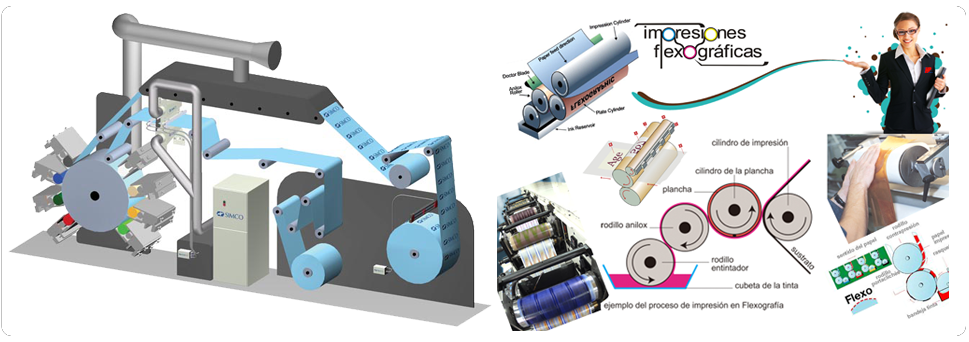
Trong in flexo, mực in được cấp cho khuôn in nhờ trục anilox. Trục anilox là một trục kim loại, bề mặt được khắc lõm nhiều ô nhỏ (cell). Trong quá trình in, trục được nhúng một phần trong máng mực, mực sẽ lọt vào các ô trên bề mặt trục, phần mực nằm trên bề mặt sẽ được dao gạt mực gạt đi. Sau đó khuôn in sẽ tiếp xúc với trục và nhận mực từ trong các cell trên bề mặt trục in.
2. Khuôn in flexo:
Khuôn in flexo được làm bằng nhựa photopolymer. Khuôn in có thể được chế tạo bằng phương pháp quang hóa, CTP hoặc khắc laser, sau đó được gắn lên trục in nhờ băng keo 2 mặt hoặc từ trường. Việc lựa chọn khuôn in (độ dày, độ cứng, số lớp) phụ thuộc vào vật liệu in (giấy, carton hay màng). Trong chế bản in flexo còn một vấn đề cần chú ý là lựa chọn góc tram cho phù hợp để tránh hiện tượng moire’ do tương tác với góc tram và tần số của trục anilox.
3. Các phương pháp định lượng mực, có 2 hệ thống chính:
A. Hệ thống 1 lô nằm trong máng mực: ở đây người ta lại chia làm 2 dạng
A1. Hệ thống dùng 1 lô chà (Quetschwalze): lô chà có lõi bằng kim loại hoặc vật liệu nhân tạo, lớp vỏ bọc có tính đàn hồi, mềm chà ép vào bề mặt trục anilox, lượng mực trên bề mặt trục anilox sẽ được gạt lại, trừ mực nằm trong các lỗ nhỏ (näpfchen) mực này sẽ được tryền lên bản in và sau đó là vật liệu in.
– Ưu điểm: Nhờ có lớp bọc đàn hồi nên có khả năng sử dụng trục anilox từ metal, không cần dùng trục anilox từ Keramik (gốm) vốn rất đắt tiền.
– Nhược điểm: Ở tốc độ chậm, lô chà sẽ hút bớt phần mực từ các lỗ nhỏ chứa mực và do đó sẽ thiếu mực lên bản in. ở tốc độ cao lô chà chịu một moment uốn cong và do đó lượng mực ở các lỗ chứa trên trục anilox sẽ không đồng nhất –> sự gia tăng tầng thứ rất lớn.
A2. Hệ thống dao gạt: Phân loại dựa trên góc dao gạt. gọi là dương bản khi góc dao < 90° và ngược lại.
Góc dao dương bản có nhược điểm là sự gia tăng tầng thứ ở tốc độ máy cao ( nhưng nhỏ hơn ở dạng lô chà). trái lại ở hệ thống góc dao lớn hơn 90° (âm bản) không xuất hiện sự gia tăng tầng thứ. ngoài ra đây là hệ thống dao “lộ thiên”, do đó nhược điểm khác của nó là dung môi mực in bay hơi nhanh.
B. Hệ thống dao kín: Không có lô máng mực, mực được chứa trong một hệ thống khép kín từ bình chứa có hệ thống đo và điều chỉnh độ nhớt, hệ thống bơm sẽ đẩy mực vô hệ thống dao gạt, ngoài ra có 2 lỗ thoát cho mực trở về bình chứa để điều chỉnh độ nhớt, nhiệt độ.. của mực in.
Hệ thống dao gạt có 2 lưỡi, lưỡi dao làm việc (arbeitsrakel) bao giờ cũng ở chế độ âm bản (góc > 90°) không phụ thuộc vào hướng quay của trục anilox, lưỡi dao còn lại đóng vai trò khép kín không cho mực thoát ra. do dao làm việc là dạng âm bản nên đặc tính có lợi của loại dao này tương tự như hệ thống dao mở có góc > 90° : không có hiện tượng gia tăng tầng thứ và lượng mực không phụ thuộc vào tốc độ máy in.
Hệ thống dao gạt nói chung phải dùng trục anilox gốm (Keramik) vì sức chịu đựng độ mài mòn và độ bền của Keramik hơn hẳn metal!!
Sơ đồ dưới đây thể hiện lượng mực cấp lên trục anilox phụ thuộc vào tốc độ máy in:
Trục Anilox
Anilox có thể xem là thành phần cốt lõi trong hệ thống truyền mực, người ta xem nó như là 1 “trục in ống đồng không có motive (nghĩa là không có phần tử in). trên bề mặt trục anilox là các lỗ nhỏ (Näpfchen) chứa mực, thể tích mực in sẽ được tính theo đơn vị [cm³/m²] hoặc [ml/m²]. Bề mặt trục anilox có thể làm từ kim loại (thép, đồng mạ crôm (hiếm gặp)) hoặc Keramik (gốm).
Có 6 đại lượng chính để mô tả 1 trục anilox :
– Đường kính, bề dài trục
– Cách khắc trục ( dạng đường hoặc dạng theo nhịp)
– Trật tự các Näpfchen : dạng Orthogonal (trực giao tiếp xúc 4 cạnh) hay dạng Hexagonal (tiếp xúc 6 cạnh)
– Góc tram ( ở đây các lỗ nhỏ xem như hạt tram và dựa vào trật tự sắp xếp mà người ta có cá góc khác nhau, tựu trung là 3 góc 45° cho Orthogonal, 30°/60° cho Hexagonal)
– Mật độ Näpfchen/tram [Linie/cm]
– Thể tích chứa mực của Näpchen : độ dày vách ngăn Näpfchen, độ mở của Näpfchen..
Cách khắc trục anilox cũng rất khác nhau, người ta có thể dùng phương pháp khắc bằng 1 thiết bị gõ theo nhịp lên trục thô, hoặc dùng một lô (Molette) lăn đều lên bề mặt trục. đặc điểm chung của 2 phương pháp này là phần tử được khắc trên trục anilox sẽ là phần âm bản của thiết bị khắc.
Ngoài ra có thể dùng phương pháp cổ điển với giấy Pigment của phần in ống đồng để tạo chi tiết trên bề mặt trục anilox.
Các phương pháp kể trên chỉ có thể áp dụng cho trục anilox có bề mặt kim loại, vời trục anilox sử dụng keramik, người ta phải dùng đến phương pháp khắc bằng Laser nhiệt do tính chất bền cơ học như rất cứng , chịu mài mòn cao.. của Keramik.
Cấu tạo và phương pháp chế tạo trục anilox Keramik :
1./ Cấu tạo :
Trục anilox Keramik cấu tạo từ 3 lớp , trong đó lớp Keramik phải đủ dầy để Näpfchen có thể tạo trực tiếp trên đó.
2./ Phương pháp gia công :
a – Phun cát lên bề mặt trục thô để tạo độ nhám
b – Phủ lớp chống rỉ sét bằng phương pháp Plasma
c – Phủ lớp Keramik cũng bằng phương pháp Plasma
d – Phay, tiện, mài mòn .. để tạo dạng hình trụ tròn, tạo độ láng bề mặt trục
e – Lắp đặt hệ thống Laser nhiệt và bắt đầu khác
Lí do sử dụng Laser có nêu ở trên : độ cứng và tính chất vật liệu làm cho phương pháp khắc cơ và hóa học không thể thực hiện được.
Nguồn Laser có 2 loại : Tia Laser YAG hoặc tia Laser CO2 (cơ chế khắc sẽ nêu ở kỳ tới)
f – sau khi khắc xong trục sẽ qua công đoạn hoàn tất cuối cùng (Finishing)
Tạo độ láng một lần nữa cho bề mặt trục do trong quá trình khắc sẽ nảy sinh một số vần để làm các vách ngăn các Näpchen không đồng nhất về độ cao.
ỨNG DỤNG CÔNG NGHỆ IN FLEXO

Kỹ thuật in Flexo cho chất lượng in không cao như các công nghệ khác nếu in ở dạng hình ảnh. Thông thường in flexo thường dùng màu pha (màu solid) với trục anilox dẫn mực nên có ưu điểm là chất lượng sản phẩm khi in ra đồng đều và có độ màu đậm vì sử dụng T’ram 150DPI. Công nghệ in Flexo đang được sử dụng rộng rãi và có nhiều tiềm năng phát triển nhờ có ưu điểm là đáp ứng được tiến độ sản xuất lớn, có thể in ấn trên các vật liệu dạng cuộn dành cho các dòng máy dán tự động.
Đặc biệt Công nghệ flexo có hệ thống bế tự động ngay sau quá trình in. Nếu vật liệu khi in là các loại decal thì các phần dư thừa của sản phẩm cũng được bóc rời khỏi phần đế dán. Phương pháp in flexo là lựa chọn thích hợp để in label, sticker, tem, nhãn, mác, bao bì, vỏ thùng carton và in được trên nhiều chất liệu đặc biệt như: vải, bìa hoặc in trên màng polyme…